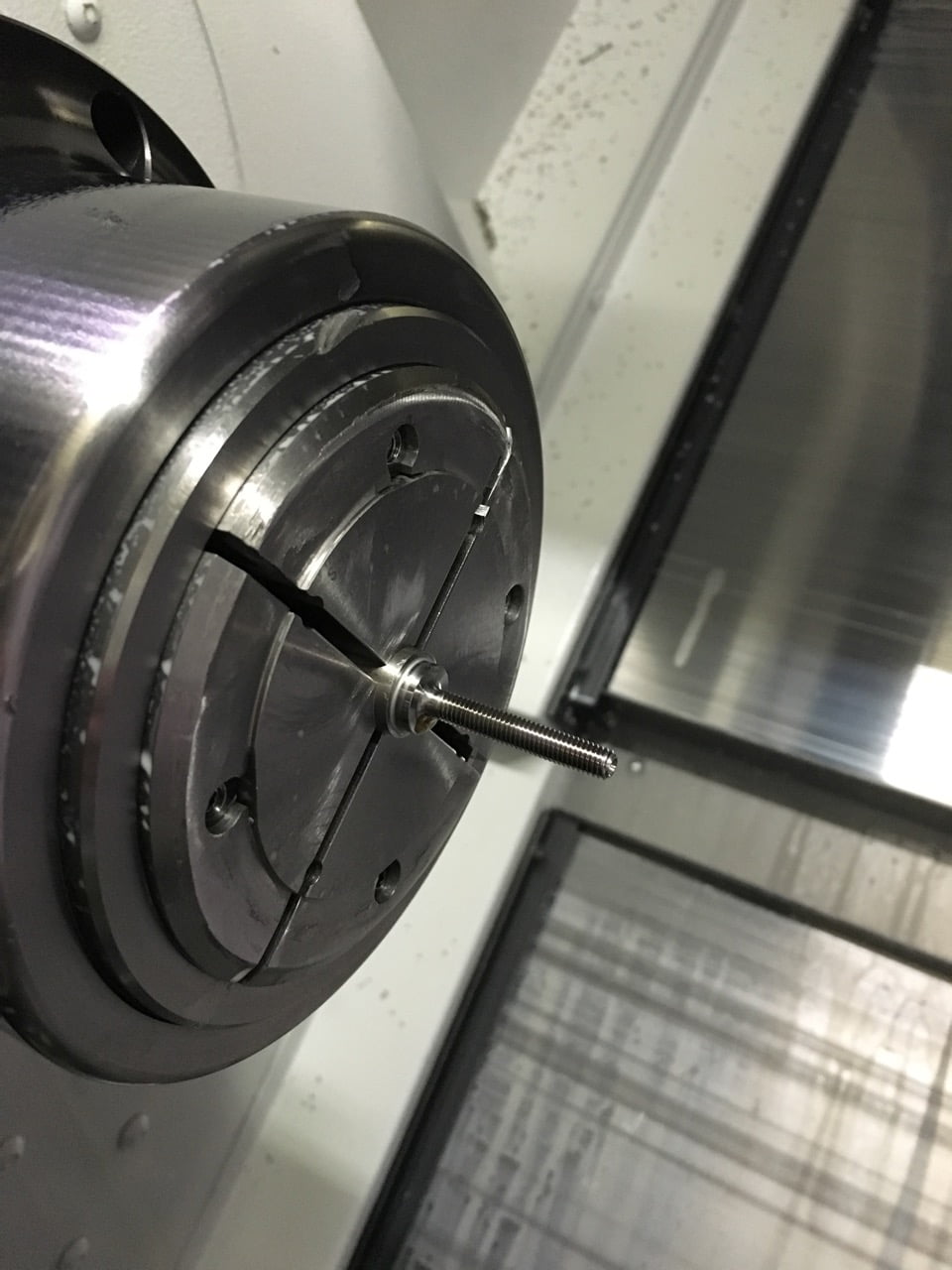
 Differing from other threading processes like cutting or chasing, thread rolling utilizes the cold formation process to create strong, uniform thread forms. For this particular method, a blank is rotated between hardened steel dies which have the reverse thread form, causing the dies to create thread roots, while displacement of material radially outward during the process creates the crests.
Differing from other threading processes like cutting or chasing, thread rolling utilizes the cold formation process to create strong, uniform thread forms. For this particular method, a blank is rotated between hardened steel dies which have the reverse thread form, causing the dies to create thread roots, while displacement of material radially outward during the process creates the crests.
It is a “chipless” forming process and is a fairly new technique, but it promises an improved process for any industry that utilizes it. Ultimately, it’s a preferred method for the following reasons:
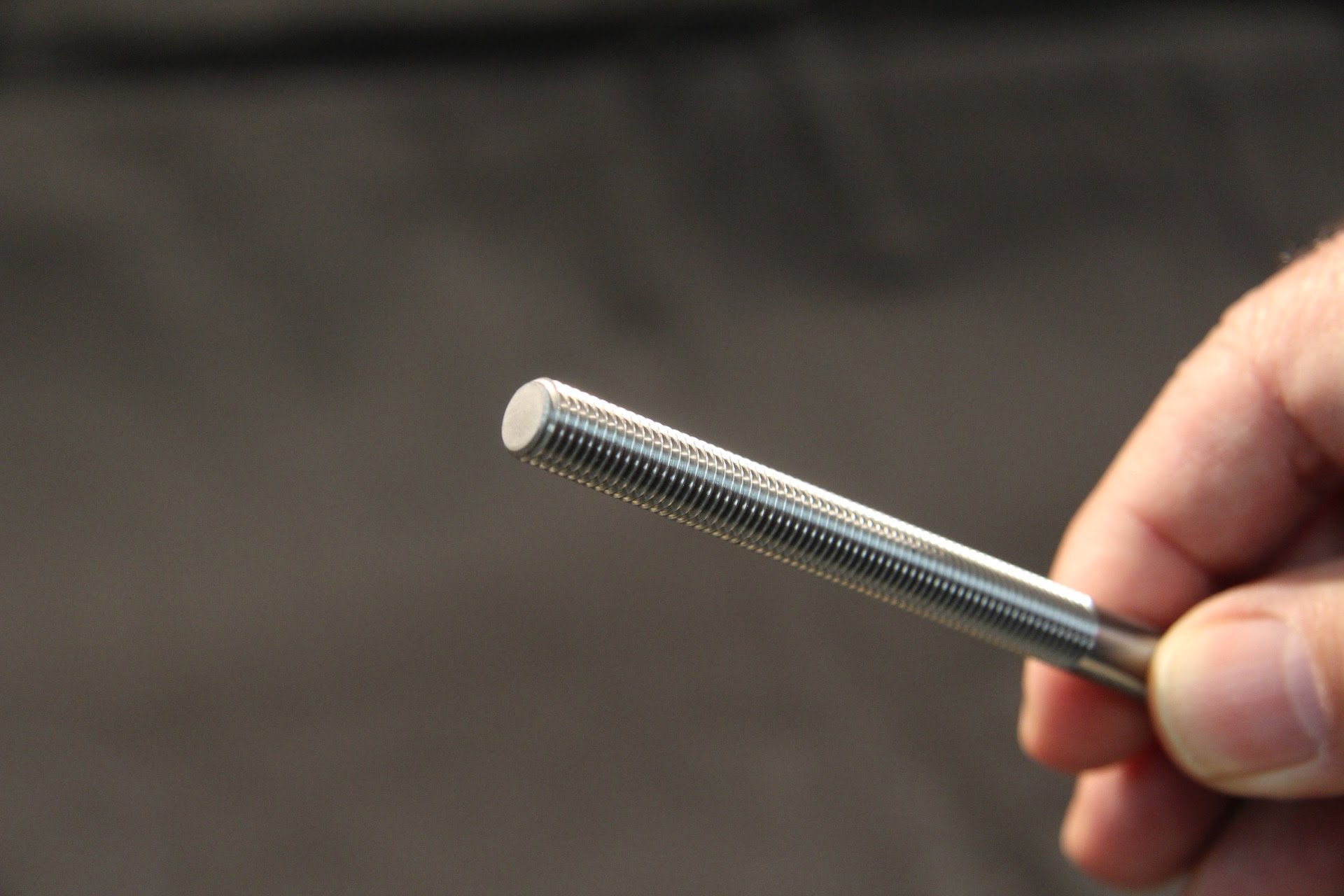
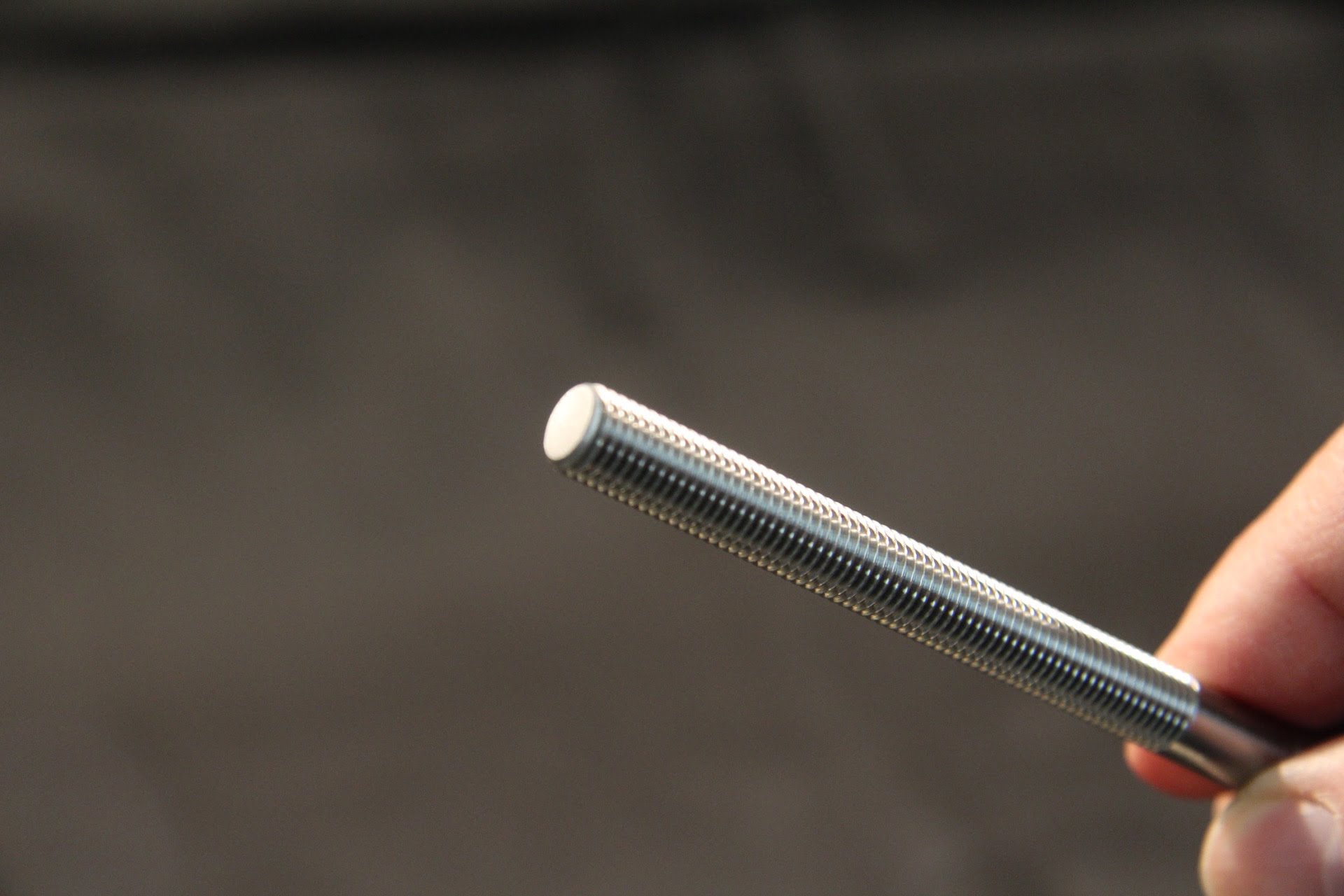
- Precision:Thread rolling gives smoother, more uniform threads over long runs.
- Cost:Fewer raw materials are needed for thread rolling, which saves you money and doesn’t waste material.
- Quality: A superior thread finish leads to longer life for your parts and a greater finished product.
- Strength:Thread rolling is cold-working, which means when compared to other methods, the tensile stress, tensile load, and structural integrity is better.
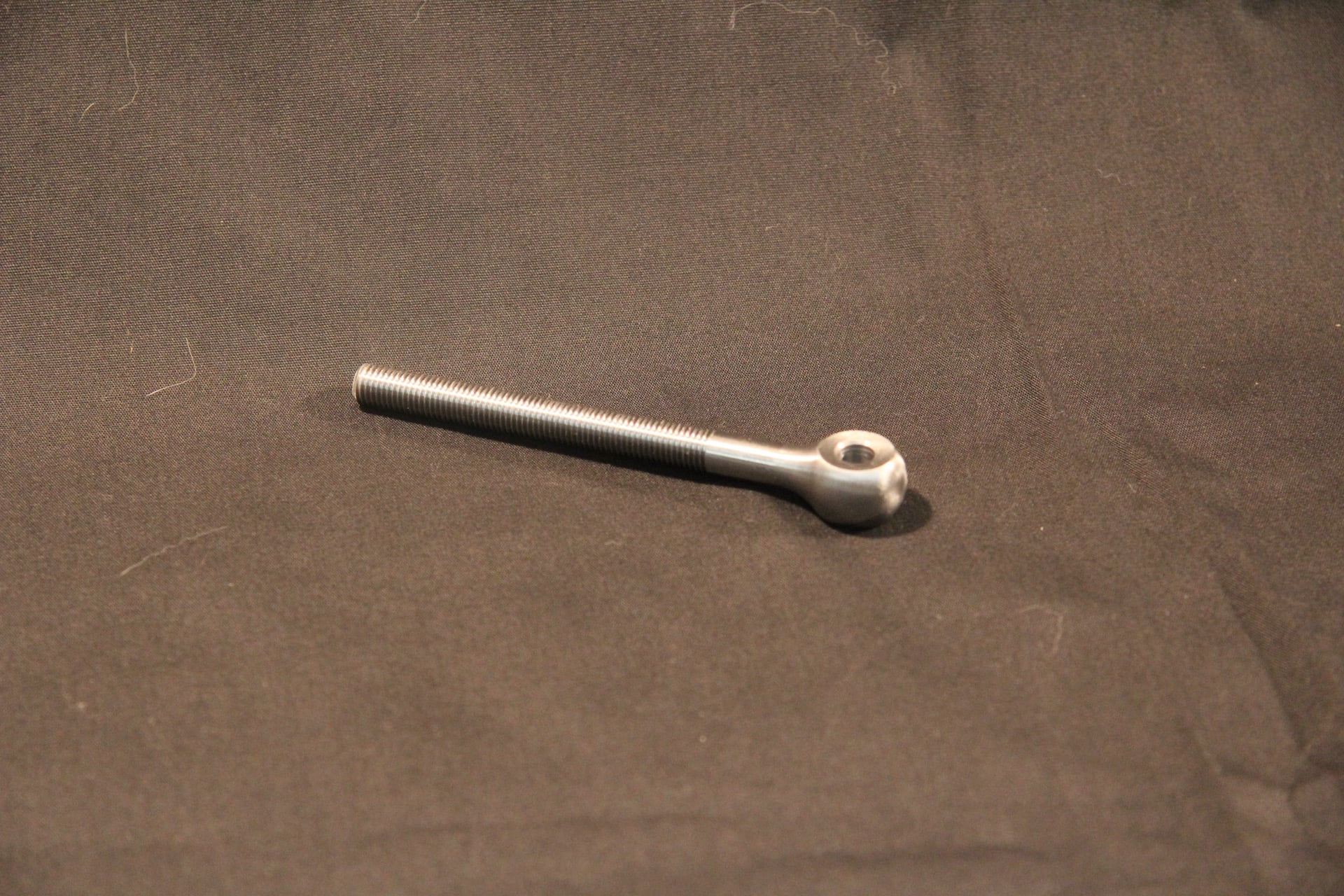
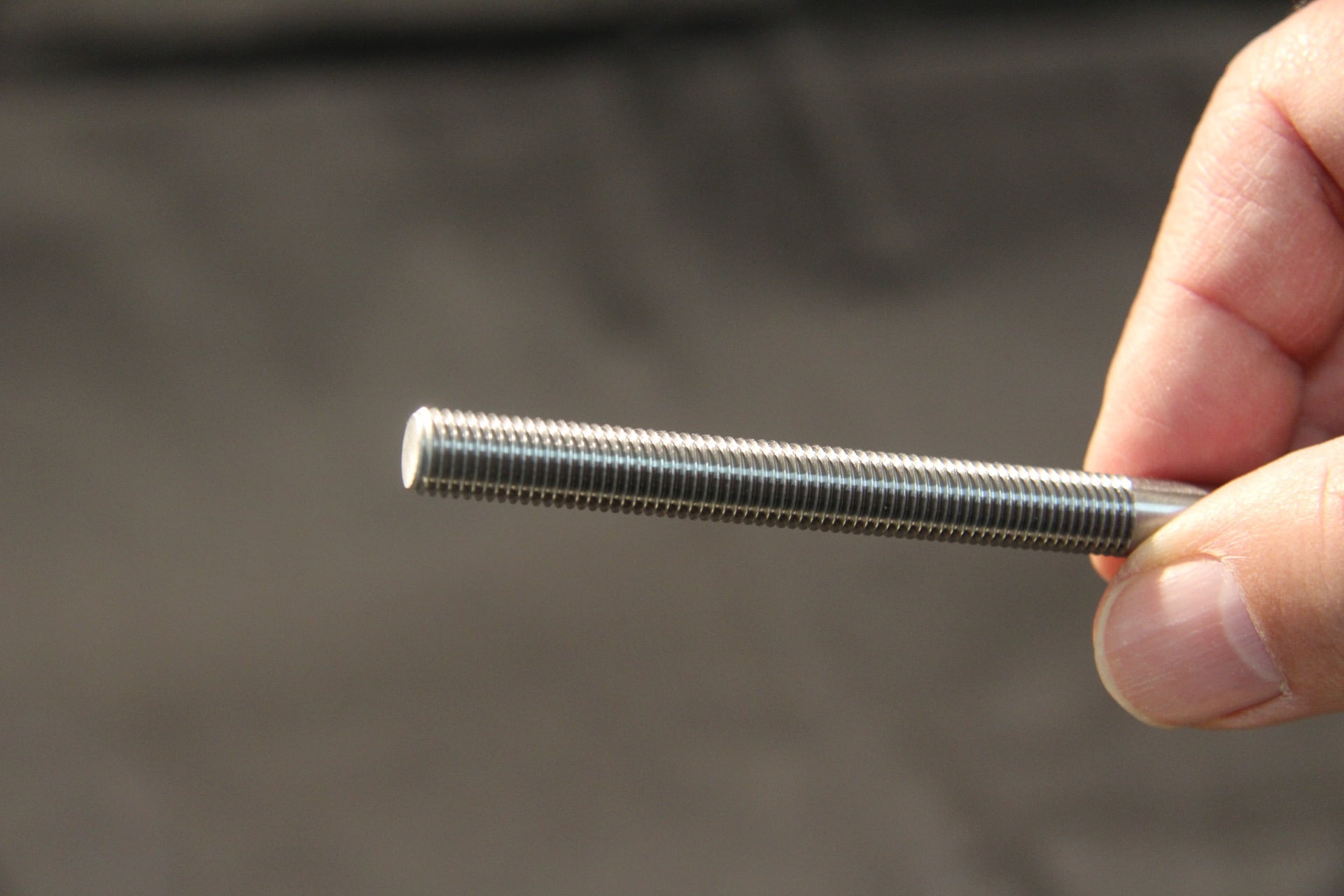
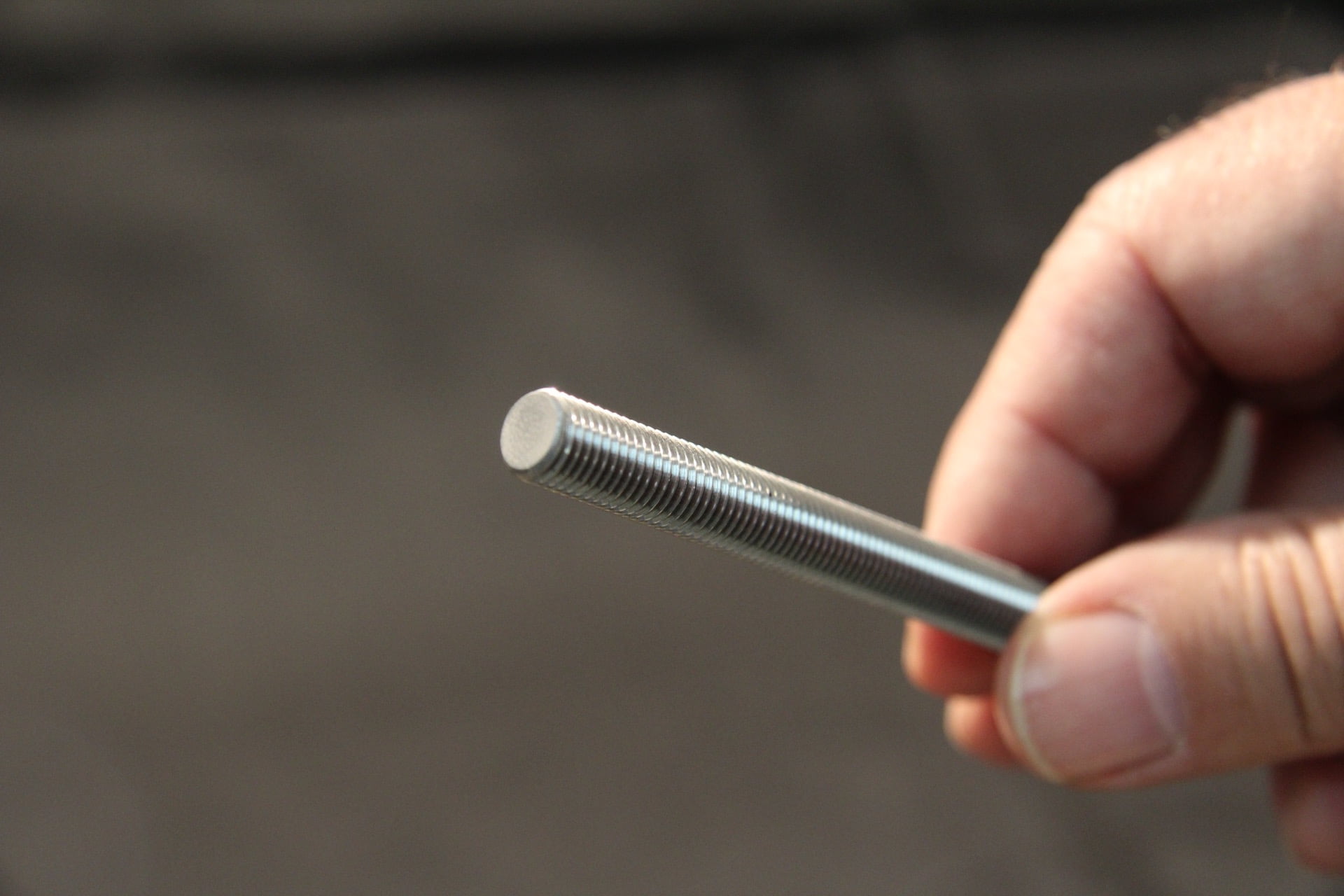
Rolled threads result in better rods.
Your product will have improved tensile strength, shear and be resistant to fatigue. Better resistance to fatigue happens because the thread grain structure is not severed during the thread rolling process. During this exacting process the threads are formed without cutting into the metal which creates a level of weakness to the structure. The thread rolling process shapes the part by reforming it by displacing the material, not cutting it.